Making a Spring Powered Motor - Page 2
Copyright 2008 by James
P. Riser
The first step in getting ready is to gather up some required
materials.
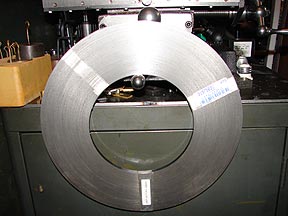
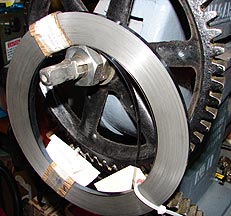
I already have a good assortment of spring steel for the motor.
These coils are left overs from previous jobs and my R&D supply:


I have brass sheet in many thicknesses plus brass bar
stock up to 4" in diameter. I can saw discs from the bars
to get any desired gear thickness. With my circle shear I can
cut gears any size from up to .080" thick. And with my big
punch I can easily punch out gear blanks up to 1/8" thick.
I am in good shape for raw materials.
Here are a couple sizes of punched brass gear blanks.

I have a very few Thornton wheel cutters; but need
more and several pinion cutters of appropriate sizes. So .. I
shall make my own as the "real cutters" are too expensive
for me. Being able to make my own tooling is very handy. The commercial
cutters start at $90 each! Below are shown clock cutters on the
left. This is the size of cutters that I will be making. On the
right are shown the clock cutters with watch cutters for a size
comparison.

 The cutters that I will be making are 4 toothed cutters.
I decided to make my wheel and pinion cutters from
1" diameter A-2 air hardening tool steel.
Here is an assortment of A-2 drill rod that I will
be using for this project.
The cutters that I will be making are 4 toothed cutters.
I decided to make my wheel and pinion cutters from
1" diameter A-2 air hardening tool steel.
Here is an assortment of A-2 drill rod that I will
be using for this project.  The cutters that I will be making are cut from 1"
diameter A-2.
The cutters that I will be making are cut from 1"
diameter A-2.
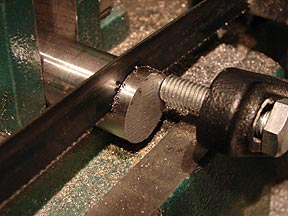 The steel discs
were cut on my bandsaw.
The steel discs
were cut on my bandsaw.
 This left burs
on the edge.
This left burs
on the edge. The wheels were cleaned up quickly on my belt grinder.
The wheels were cleaned up quickly on my belt grinder.
 The next step was to convert these discs into wheels
having parallel sides and a properly sized arbor hole to fit my
machines.
The next step was to convert these discs into wheels
having parallel sides and a properly sized arbor hole to fit my
machines.
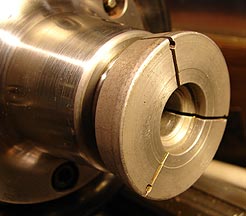 A pot chuck was
machined to hold the discs for shaping.
A pot chuck was
machined to hold the discs for shaping.
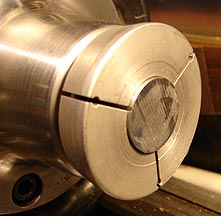 The first side
was smoothed up.
The first side
was smoothed up. 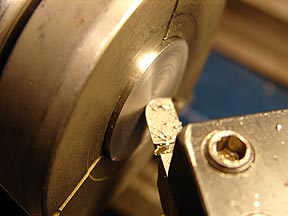 A center drill was used to start the arbor hole.
A center drill was used to start the arbor hole. 
 Several twist drills
were used to work up to the required hole diameter.
The Edge of the hole was beveled with the center drill.
Several twist drills
were used to work up to the required hole diameter.
The Edge of the hole was beveled with the center drill.

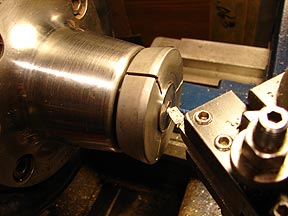 The
disc was removed from the chuck, turned over and the back side
cleaned up and beveled.
The finished disc looked like this.
The
disc was removed from the chuck, turned over and the back side
cleaned up and beveled.
The finished disc looked like this.  Before working on the rest of the wheel and pinion
cutter blanks, I thought it a good idea to check the fit on my
pinion mill.
Before working on the rest of the wheel and pinion
cutter blanks, I thought it a good idea to check the fit on my
pinion mill.
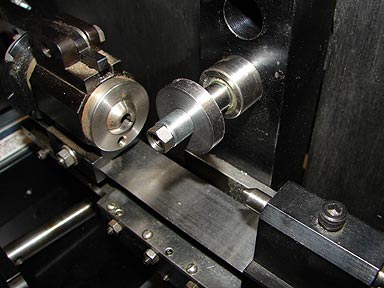 Perfect fit and
it runs true!
I'll continue with things after I have machined all
21 of the cutter blanks.
Well, all 21 discs are arbor hole drilled and ready
for the next step.
Perfect fit and
it runs true!
I'll continue with things after I have machined all
21 of the cutter blanks.
Well, all 21 discs are arbor hole drilled and ready
for the next step.  Before I can continue with this project, I need to
machine the special holder for turning the required relieved teeth.
The metal for this is cut and I have picked up the required 7mm
- 1 tap for the arbor hole mounting bolt, as well as, the needed
dowel pin.
Before I can continue with this project, I need to
machine the special holder for turning the required relieved teeth.
The metal for this is cut and I have picked up the required 7mm
- 1 tap for the arbor hole mounting bolt, as well as, the needed
dowel pin.
 This 1" diameter
by 3" long A-2 rod will become the cutter holder for machining
the cutters.
More as I find time.
This 1" diameter
by 3" long A-2 rod will become the cutter holder for machining
the cutters.
More as I find time.