The Lastest Addition to My Shop 
Copyright 2008 by James
P. Riser
A Burke #4 Milling Machine
This Burke #4 is the perfect size for the items that
I manufacture. I am the second machine user on this milling machine
and it all appears to be in very good condition.
Here is the Burke disassembled for the 500 mile trip
home. It is shown here in the back of my mini van.  We placed it in the van using a forklift at the dealer's
place and I removed it using my engine hoist.
We placed it in the van using a forklift at the dealer's
place and I removed it using my engine hoist.
The images below were all made while the machine is
in my carport for assembly and cleaning.
Assembled it looks
like this. 
 The castings indicate
the point of origin.
The castings indicate
the point of origin.  The serial number indicates a manufactured date of
September, 1946.
The serial number indicates a manufactured date of
September, 1946. 
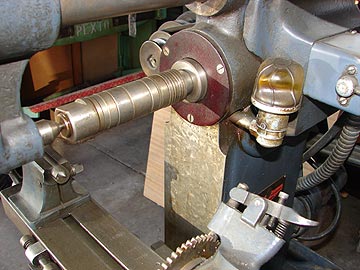 The business end
of the machine is shown here without any cutter on the 1"
arbor.
These 7/8" and 1"arbors, collet drawbar for
3SB collets, and milling holder came with the machine.
The business end
of the machine is shown here without any cutter on the 1"
arbor.
These 7/8" and 1"arbors, collet drawbar for
3SB collets, and milling holder came with the machine. 
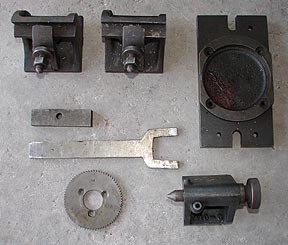 In addition, I
received a 72 notch index plate, bar clamps, vise base, and extra
center.
The original vise was not found; but I will use a vintage
quick clamp Palmgren vise with this machine.
In addition, I
received a 72 notch index plate, bar clamps, vise base, and extra
center.
The original vise was not found; but I will use a vintage
quick clamp Palmgren vise with this machine.
Also included was the Vertical milling head. 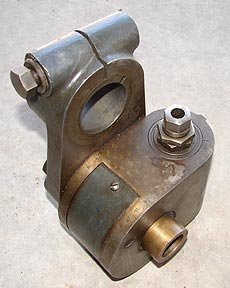 I need to machine an arbor for this attachment - an
easy, quick job.
The new steel arbor for the vertical head is done!
I need to machine an arbor for this attachment - an
easy, quick job.
The new steel arbor for the vertical head is done!

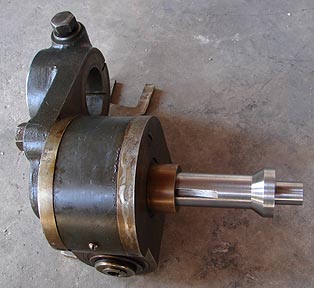

 I machined the right end of the new shaft for the vertical
milling head to
fit into a 3/4" #9 B&S collet rather than
machining the taper on to the shaft.
This arrangement should work fine.
The other end of the shaft is center drilled and threaded.
I have received a few emails asking why I machined
a short stub on this shaft rather than the B&S #9 taper. I
did so for convenience. The short stub for connecting with a 3/4"
collet allows me to leave the vertical head on the overarm and
merely pull it out a little bit then swing it up out of the way
for when using the horizontal milling arbors. This way I seldon
need to totally remove the vertical head from the overarm shaft
and it is conviently there when needed for a quick job. This is
a more time efficient setup than with the very long taper sticking
out in the way. The images below illustrate this.
I machined the right end of the new shaft for the vertical
milling head to
fit into a 3/4" #9 B&S collet rather than
machining the taper on to the shaft.
This arrangement should work fine.
The other end of the shaft is center drilled and threaded.
I have received a few emails asking why I machined
a short stub on this shaft rather than the B&S #9 taper. I
did so for convenience. The short stub for connecting with a 3/4"
collet allows me to leave the vertical head on the overarm and
merely pull it out a little bit then swing it up out of the way
for when using the horizontal milling arbors. This way I seldon
need to totally remove the vertical head from the overarm shaft
and it is conviently there when needed for a quick job. This is
a more time efficient setup than with the very long taper sticking
out in the way. The images below illustrate this.
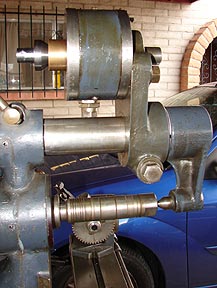 Up and out of the
way on the left and down for use on the right...
Up and out of the
way on the left and down for use on the right... 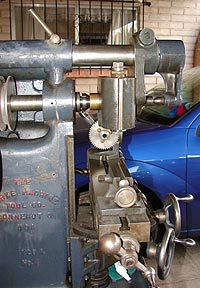 Here is the actual connection between the 3/4"
collet and the arbor end.
Here is the actual connection between the 3/4"
collet and the arbor end. 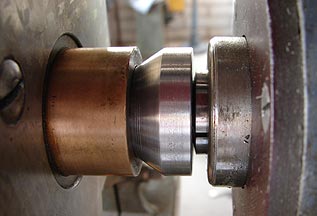
 The collet draw
bar shown above, the indexing head, and the vertical head use
3SB/3C collets.
The 3SB collets and 3C collets are the same size -
so no problem there.
For any vertical milling that this machine can not
do, I'll use my Rusnok milling machine.
The collet draw
bar shown above, the indexing head, and the vertical head use
3SB/3C collets.
The 3SB collets and 3C collets are the same size -
so no problem there.
For any vertical milling that this machine can not
do, I'll use my Rusnok milling machine.
 The
swivel indexing head is the older style without the name.
The
swivel indexing head is the older style without the name. 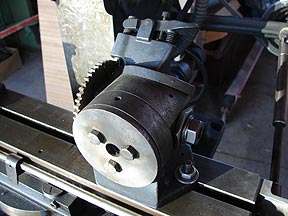
 This is the power
feed drive system.
This is the power
feed drive system.  I'll tune the drive shaft in a few days.
The power feed is controlled by this lever.
I'll tune the drive shaft in a few days.
The power feed is controlled by this lever. 
 This lever arm
shuts off the power feed when the cut has been made.
Yes, there is one small "oops" on the milling
table. It will affect nothing I will be doing.
Notice that this machine has the Universal Table and
most of the "frosting" is still there.
This lever arm
shuts off the power feed when the cut has been made.
Yes, there is one small "oops" on the milling
table. It will affect nothing I will be doing.
Notice that this machine has the Universal Table and
most of the "frosting" is still there.
 The motor is the
Master Gearhead.
The motor is the
Master Gearhead.  In checking the gear oil in the motor, I discovered
that it was low (as shown on the dip stick).
In checking the gear oil in the motor, I discovered
that it was low (as shown on the dip stick). 
 After topping it
off, the dip stick indicates full (filled only to the top mark
on stick).
After topping it
off, the dip stick indicates full (filled only to the top mark
on stick).
 This is the switch
and lubes for the spindle head.
I'll be replacing the lubes with classic style brass/glass
drip lubricators. I have already replaced the wiring.
I just finished welding up a rolling base so that I
can move the machine into the shop.
This is the switch
and lubes for the spindle head.
I'll be replacing the lubes with classic style brass/glass
drip lubricators. I have already replaced the wiring.
I just finished welding up a rolling base so that I
can move the machine into the shop.  I have many of my machines mounted on such bases for
easy moving within the shop.
This Burke #4 should be an excellent addition to my
machines and I look forward to getting it cleaned up ready to
work.
Click here to go to installation
of the VFD onto this machine.
I have many of my machines mounted on such bases for
easy moving within the shop.
This Burke #4 should be an excellent addition to my
machines and I look forward to getting it cleaned up ready to
work.
Click here to go to installation
of the VFD onto this machine.