A1 is finally underway!
.GIF)
Copyright 2011 by James P. Riser
This type of project
will be the future for items that I will be producing. The exact
nature of the project will be revealed as things progress.
The A1 project requires a number of specially made
brass gears. After the gears are designed and calculations completed,
work begins.
 The brass sheet
is first cut into strips of the required size for the gear blanks.
The brass strips are shown here.
The brass sheet
is first cut into strips of the required size for the gear blanks.
The brass strips are shown here.  After cutting the strips, the gear blanks are punched
out to approximate size.
After cutting the strips, the gear blanks are punched
out to approximate size.


 Here are part of
the required gear blanks sitting on a brass strip.
After punching the gear blanks, the strips look like
this.
Here are part of
the required gear blanks sitting on a brass strip.
After punching the gear blanks, the strips look like
this.  In keeping with my policy of running as "green"
an operation as possible, I salvage as much of this brass as I
can. Left over brass goes to the recycler.
In keeping with my policy of running as "green"
an operation as possible, I salvage as much of this brass as I
can. Left over brass goes to the recycler.
 These brass pieces
will later be punched to make smaller gears.
These brass pieces
will later be punched to make smaller gears.
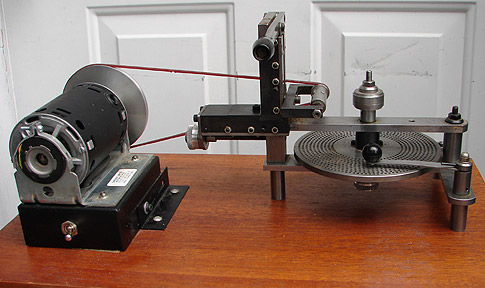
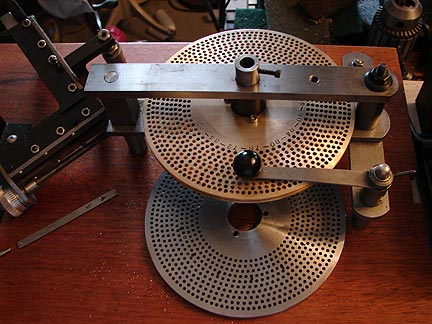
These larger gears will be cut on my Chronos wheel
engine - one tooth at a time. Shown here is the wheel engine with
its indexing plate.
 I was fortunate enough to obtain three index plates
for this machine. One plate matches the original hole pattern
and the second two plates offer additional hole numbers for gears.
I was fortunate enough to obtain three index plates
for this machine. One plate matches the original hole pattern
and the second two plates offer additional hole numbers for gears.
 Shown here is the
original plate and the three new plates.
The original index plate is rather thick metal and
the new brass plates are thinner. I decided to replace the original
plate and stack all three on the wheel engine. This makes plate
storage easier and wheels are always with the machine.
Shown here is the
original plate and the three new plates.
The original index plate is rather thick metal and
the new brass plates are thinner. I decided to replace the original
plate and stack all three on the wheel engine. This makes plate
storage easier and wheels are always with the machine.
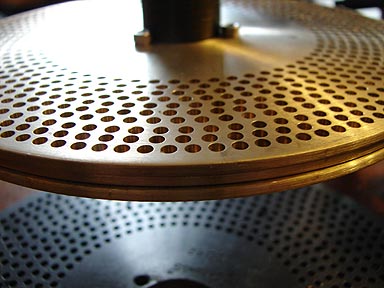 Here are the plates
stacked.
Here are the plates
stacked.  The cutter head needs to be removed when changing plates.
The cutter head needs to be removed when changing plates.
 The support bar
goes on first. Note the indexing arm.
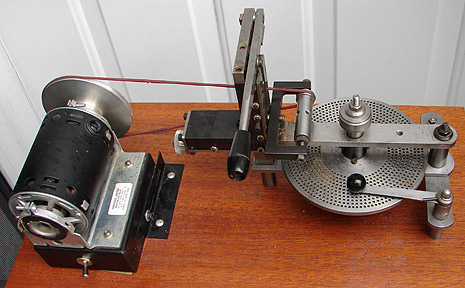
This is everything reassembled.
The support bar
goes on first. Note the indexing arm.
This is everything reassembled. 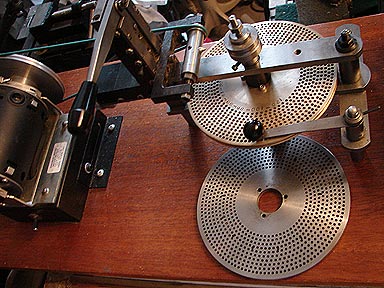
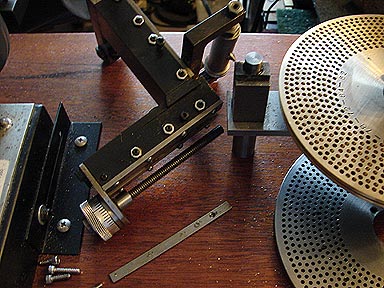
 Here is a closeup
of the plate, index arm, and fly cutter.
Here is a closeup
of the plate, index arm, and fly cutter.
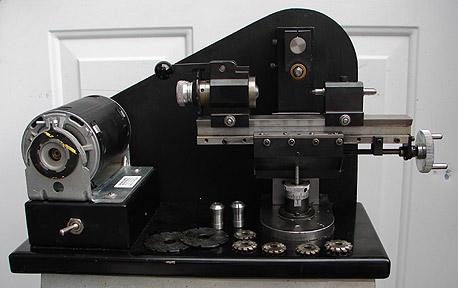
To cut pinions for the A1 project I will be using my
Chronos pinion mill. It is essentially a miniature horizontal
milling machine.
 To make the required pinions for the A1 project I need
to cut 10 leaves in each pinion. The index plates for my pinion
mill are notched for 7, 8, and 12 leaves. 4 and 6 leaves can be
cut with these plates but not 10. So I need to make a 10 count
index plate for the pinion mill. The wheel engine is used for
this task.
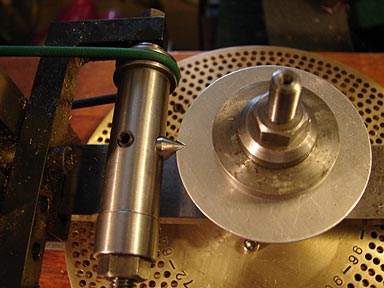
A 2" aluminum disc is punched, center drilled,
and mounted for cutting.
To make the required pinions for the A1 project I need
to cut 10 leaves in each pinion. The index plates for my pinion
mill are notched for 7, 8, and 12 leaves. 4 and 6 leaves can be
cut with these plates but not 10. So I need to make a 10 count
index plate for the pinion mill. The wheel engine is used for
this task.
A 2" aluminum disc is punched, center drilled,
and mounted for cutting.  The cutter is a 60 degree point fly cutter ground on
my Gorton grinder.
The cutter is a 60 degree point fly cutter ground on
my Gorton grinder. 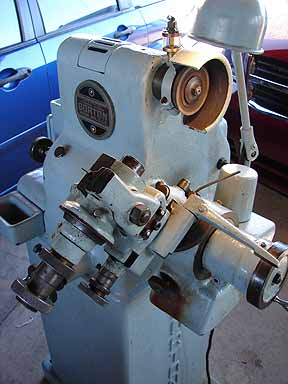 A simple fly cutter is perfect for making the pinion
mill index plate.
A simple fly cutter is perfect for making the pinion
mill index plate.


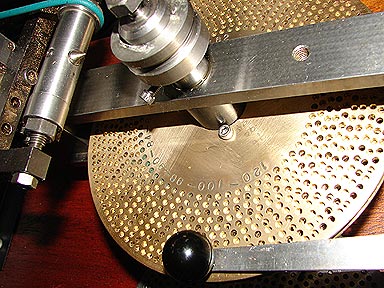
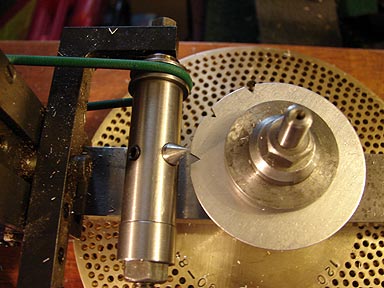 To make certain that I use the correct holes, I circle
them with marker.
To make certain that I use the correct holes, I circle
them with marker.  For this item I am using every eighth hole in the 80
hole ring on the index plate. This will give me 10 notches as
needed for the small index plate.
For this item I am using every eighth hole in the 80
hole ring on the index plate. This will give me 10 notches as
needed for the small index plate.

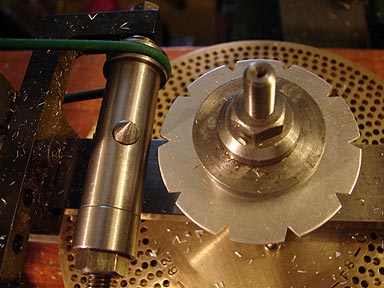
 The plate now looks
like this.
It next gets mounted in a pot chuck on my Sheldon lathe.
The plate now looks
like this.
It next gets mounted in a pot chuck on my Sheldon lathe.
 The center hole
gets enlarged and plate cleaned up.
The center hole
gets enlarged and plate cleaned up. 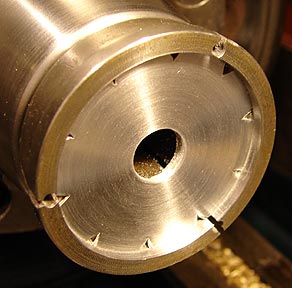 The index plate now looks like this and is ready for
the pinion mill.
The index plate now looks like this and is ready for
the pinion mill. 
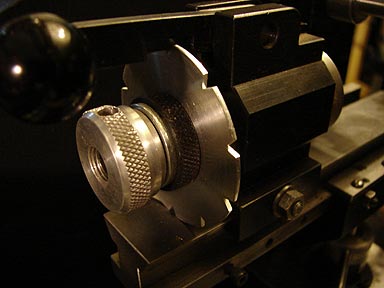 Here it is mounted
on the pinion mill ready to go to work.
Here it is mounted
on the pinion mill ready to go to work.
The next step will be to prepare the gear blanks for
cutting. The actual cutting will be done on the wheel engine using
commercial cutters such as those shown below.

 Click here to see the spring
barrel gear being cut (page 2).
Click here to see the spring
barrel gear being cut (page 2).