A1 - the Brake Wheel

Copyright 2011 by James P. Riser
In order to cut the brake wheels I need to grind a
special fly cutter to use on my Chronos Wheel Engine. The grinder
is again my bench top Gorton 265 grinder.
 I make my fly cutters
out of 1/4" diameter HSS drill blanks.
The HSS rod looks like this.
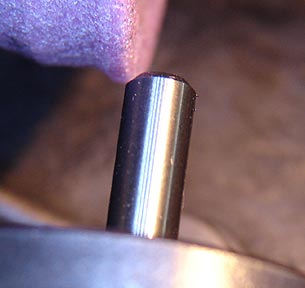
I make my fly cutters
out of 1/4" diameter HSS drill blanks.
The HSS rod looks like this.  The rod is mounted in the 1/4" collet on the grinder
and the angle set to 0 degrees. For this special cutter I will
grind a little past half way through the tip of the rod. Since
this is HSS, a little discoloring from grinding heat will hurt
nothing.
The rod is mounted in the 1/4" collet on the grinder
and the angle set to 0 degrees. For this special cutter I will
grind a little past half way through the tip of the rod. Since
this is HSS, a little discoloring from grinding heat will hurt
nothing.

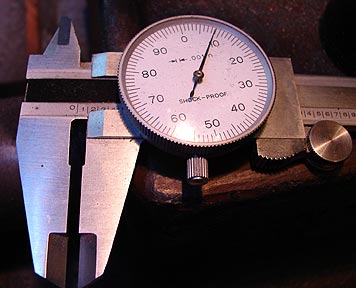
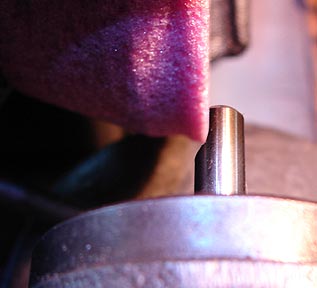 Once I have ground a little past half way, I measure
things with a dial caliper. The reason I grind slightly past half
way is to make certain that the cutter will have the clearances
necessary to do its task.
Once I have ground a little past half way, I measure
things with a dial caliper. The reason I grind slightly past half
way is to make certain that the cutter will have the clearances
necessary to do its task.
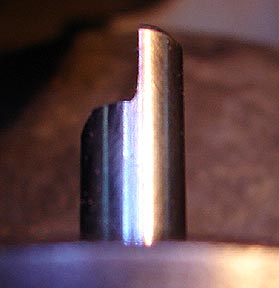
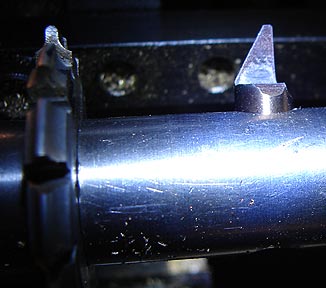
 Here are several views. One side of the cutter is ground
at 0 degrees and the other at 30 degrees. The tip is ground with
a small flat. Notice that relief or clearance has been ground
on all faces of this cutter. That is a fingerprint on the center
picture not a crack in the HSS.
Here are several views. One side of the cutter is ground
at 0 degrees and the other at 30 degrees. The tip is ground with
a small flat. Notice that relief or clearance has been ground
on all faces of this cutter. That is a fingerprint on the center
picture not a crack in the HSS.


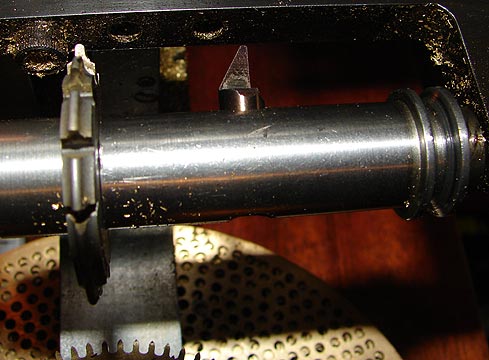
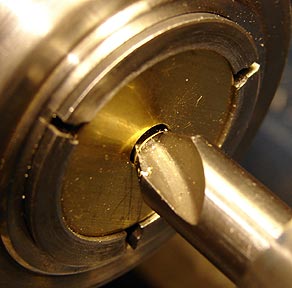
 This is the finished cutter after grinding it off of
the rest of the bar.
This is the finished cutter after grinding it off of
the rest of the bar.  This new cutter gets mounted in the arbor of the wheel
engine cutter frame. You can see how it compares in profile to
the gear cutter.
This new cutter gets mounted in the arbor of the wheel
engine cutter frame. You can see how it compares in profile to
the gear cutter.
 Here all of the
necessary relief angles are shown. These are critical.
These are the brass blanks for the brake wheels to
be cut with the new fly cutter.
Here all of the
necessary relief angles are shown. These are critical.
These are the brass blanks for the brake wheels to
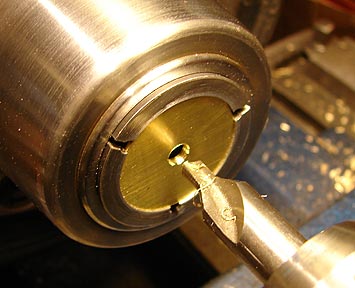
be cut with the new fly cutter.  These brass blanks are center drilled in the same manner
as the previous blanks. A new pot collet was used for them.
These brass blanks are center drilled in the same manner
as the previous blanks. A new pot collet was used for them.




 The
brake wheel blanks with their arbor holes.
Every other hole in the 70 tooth ring was used for
cutting the brake wheel.
The
brake wheel blanks with their arbor holes.
Every other hole in the 70 tooth ring was used for
cutting the brake wheel. 
 The blanks are
cut one wheel at a time using the fly cutter.
A completed brake wheel looks like this. It has 35
teeth.
The blanks are
cut one wheel at a time using the fly cutter.
A completed brake wheel looks like this. It has 35
teeth. 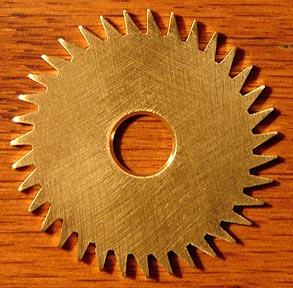
 Here is a size
comparison of the three wheels made so far.
Click here to go to page 3
Click here to go to page 5
Here is a size
comparison of the three wheels made so far.
Click here to go to page 3
Click here to go to page 5